
An Introduction to Additive Manufacturing (Also known as 3D printing)
by Dr. Jason B. Jones
Additive Manufacturing (AM) is an appropriate name to describe the technologies that build 3D objects by adding layer-upon-layer of material, whether the material is plastic, metal, concrete or one day…..human tissue.
Are you looking for a way to make a prototype of your great product idea? Do you need to repair a broken metal part? Or recreate an ancient artefact? Maybe you need something with a customized size or shape just for you such as biocompatible implant or even a replacement organ? Are you looking to make aerospace or automotive parts lighter and stronger than ever before?
If you are interested in any of these topics, or if you are just curious about how things are made, you came to the right place. Since the mid-1980s 3D printing has been empowering people to make parts directly from digital designs. This technology has made it easier to make new three-dimensional “3D” parts in low to medium volumes than ever before.
Is 3D printing the same as Additive Manufacturing?
For general discussion purposes many people, including Additive Manufacturing “AM” experts, use the terms “3D printing” and “AM” interchangeably. For more detailed or technical discussions the term AM is often favored and can refer to printing steps as well as considerations for finishing and inspecting printed parts.
How long has AM been around?
3D printers were born commercially in the mid to late 1980s and heavily leveraged foundational technologies including computer “CNC” control, 2D printing, and laser development. In the 1990s many foundational principles of AM were developed, improved, patented, and commercialized. By the 2000s, AM technologies had matured and were being adopted primarily for commercial prototyping. In the 2010s, the foundational patents for most of the original 3D printing methods expired and a new wave of interest and resources expanded the industry. This expansion made consumer or hobbyist-grade 3D printers more accessible. Today, AM is getting faster and more reliably and growing into a mainstream manufacturing technique not just for prototypes, but for advanced part production. 3D printer formats are also expanding in size and variety to include more robotic and larger-scale gantry platforms. Hybrid machines are starting to emerge to help fulfill the full promise of AM. Software for simulating and controlling 3D printing is also achieving maturity.
Why is AM a big deal?
One of the most difficult challenges is making something for the very first time. 3D printers excel at making new things. In fact, an early widespread use for 3D printers was “rapid prototyping” – a term by which the industry was known for a couple of decades.
Freedom of shape
Most products that are mass produced are made using a mold or casting pattern. That means that the parts are designed so that they performance well as products AND so they can be made using molding or casting. The manufacturing method sets a second set of design requirements that has a significant impact on the types of shapes that can be readily made. AM allows for far fewer constraints on product design than molding or casting. AM enables manufacturing of freeform, elegant, and even “complicated” designs that are not practical to make using molds or castings, but often deliver higher or smarter part performance.
3D printers also excel at making something different every time they are used. This makes them one of the most flexible manufacturing solutions on the market. For products that are customized or personalized such as implants or hearing aids, 3D printing can make slightly different shaped parts each time without the need to create or change a mold or casting pattern.
Volume & Economics
Production quantity or volume and economics also plays a role here. Although the cost per-part for molding or casting is generally the lowest for mass producing millions of parts, it requires “tooling” such as a mold or casting pattern to be made first. If the required number of parts to be made is relatively few, directly printing parts using AM can be more cost effective, because making dedicated tooling can be avoided.
Freedom of Composition
3D printers can make parts using a wide variety of materials. Some types of 3D printers can make parts using different materials or even blend materials together when making parts. This capability lets you put high performance materials where they are most needed such as at surfaces, edges, or corners. It also lets people change the stiffness, hardness, and density of parts. Tailored temperature or corrosion resistance can also be imparted with change in composition. This is a powerful capability that is still emerging enabled by AM.
Reducing Waste
AM has the potential to be less wasteful than other manufacturing technologies, even other digitally driven manufacturing technologies such as computer controlled “CNC” machining. This depends on the design of the part and the alternative manufacturing methods, but conceptually 3D printers primarily put material where it is needed without wasting very much.
Easy to use
The development of AM in tandem with personal computers makes it one of the easiest technologies to learn how to use. No software programming skills are required to 3D print parts since the modelling and manufacturing preparation software are all based on familiar graphical user interfaces.
These benefits help make Additive Manufacturing “AM” one of the fastest growing and most exciting technology areas. Please note that AM technology is not limited to working only in the morning or “a.m.” despite the abbreviation similarity. In fact, this manufacturing technology is computer controlled, so often these machines start running in the daytime and work all through the night without stopping.
Digital Manufacturing
Speaking of working non-stop, 3D printers make physical parts from digital computer models. Software makes most of the decisions about how each part is made and controls the actual printing process. That means that 3D printers are a digitally driven manufacturing technique and fit alongside other digitally driven techniques such as CNC machining and laser cutting.
Generally, an operator only interacts with a 3D printer before and after printing (to prepare it to start and then to remove the newly printed parts respectively). During the printing or “build cycle” the operator is not needed, except for perhaps general oversight or occasional tweaks to settings.
Computerized Models
How does the part shape or model get into a into the computer? Designers in many industries are using computer aided design “CAD” software to virtually create things before they are physically made. Also, physical items that already exist, can be 3D scanned and stored as a computer model. Most often models for 3D printing are stored in an STL or 3MF file format.
Working principles of AM
In contrast to “subtractive” technologies, such as CNC machining, that remove material from the outside in, to shape a part; 3D printers work from the inside out to make parts. Most 3D printers deposit flat layers stacked one upon the next, much like laying bricks or stacking up the layers for a sandwich: first the bottom slice of bread, then meat, some lettuce on top, then a tomato, and finally the top slice of bread. Each layer is added to the next and these layers are joined together to make a part that is very close to the final shape. The way that these layers are joined together is determined by the materials being printed and type of printer being used.
Materials
AM can make parts from plastics, metals, ceramics, composites, concrete, and other materials. Most 3D printers make a part using primarily one material called a “build material.” Many non-metal build materials are available in different colors and some printers can make parts with a mixture of different colors printed in. The available number of build materials that are compatible with 3D printers continues to expand. Some printers can use a selection of similar materials to make multi-material parts (think of the way your toothbrush has a stiff handle with softer areas to improve grip). The ability to print from wider selections of materials and in some cases combining disparate materials into one part continues to expand. To print overhanging or bridge-like features, that would otherwise collapse during the build process, extra features or even a separate “support material” may be printed for temporary support as the 3D printer builds up the part.
The different nature of materials that can be printed has led to more than 50 different 3D printing technologies. However, standards bodies have agreed on 7 categories (ISO/ASTM52900-21) that summarize the main sets of operating principles for 3D printers as explained in a couple of sections.
Finishing Parts after Printing
Rarely is a 3D printed part finished when it leaves a printer. Parts are normally built adhered to a surface that is often called a “build plate” or substrate and need to be removed. Often “supports” (structures or support material) need to be removed. Depending on the materials printed and the desired end-use of the parts, additional steps may be needed. For example, parts may need to go into an oven or furnace to finish curing or improve their properties. Also, the part surfaces may need smoothing out. The steps after printing can be referred to as “post-processing” steps. For some 3D printing techniques these steps are simple, but for other they can be extensive.
Hybrid Manufacturing
Machines that offer both additive and finishing capabilities together are known as hybrid manufacturing machines. The most common types of hybrid machines combine one type of AM with CNC machining so parts can be printed and finished in the same setup. Some hybrid machines can combine more than two processes such as additive, subtractive, and inspection offering the capability of a microfactory.
The 7 Families of AM:
merization

Alternative Names:
SLA™- Stereolithography Apparatus
DLP™- Digital Light Processing
3SP™- Scan, Spin, and Selectively Photocure
CLIP™ – Continuous Liquid Interface Production
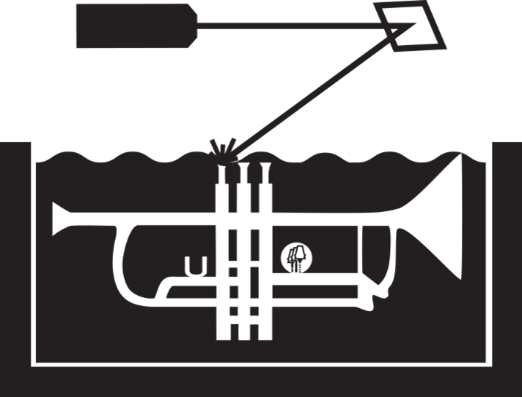
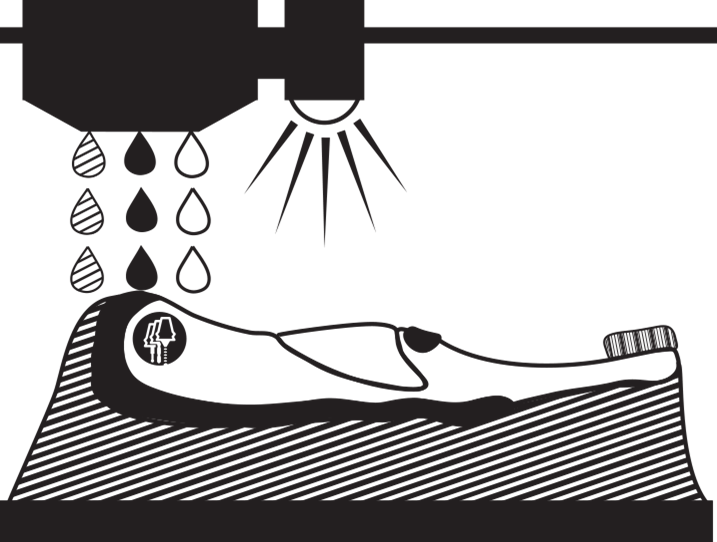
Description:
A vat of liquid photopolymer resin is cured through selective exposure to light (via a laser or projector) which then initiates polymerization and converts the exposed areas to a solid part.
Strengths:
- High level of accuracy and complexity
- Smooth surface finish
- Accommodates large build areas
Typical Materials:
UV-Curable Photopolymer Resins
The first commercialized 3D printing technique uses a chemical reaction to turn liquid resin into solid plastic and is known as Vat Photopolymerization.
Alternative Names:
SLM™- Selective Laser Melting
(a.k.a. SLS™- Selective Laser Sintering)
DMLS™- Direct Metal Laser Solidification (f.k.a. Sintering)
EBM™- Electron Beam Melting
MJF™- Multi Jet Fusion
SHS™- Selective Heat Sintering
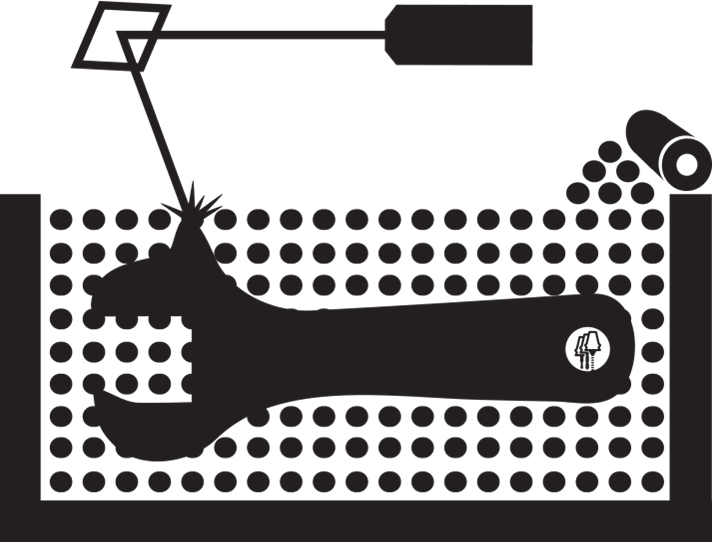
Description:
Powdered material is selectively consolidated by melting it together using a heat source such as a laser or electron beam. The powder surrounding the consolidated part acts as support material for overhanging features.
Strengths:
- High level of complexity
- Powder acts as support material
- Wide range of materials
Typical Materials:
Powdered Plastic, Metal, Ceramics, and Sand
One of the most widely adopted AM techniques for industrial production melts powder into parts and was invented at the University of Texas. It is known as Powder Bed Fusion.
Alternative Names:
3DP™- 3D Printing
SPJT™ – Single Pass Jetting
Production System™
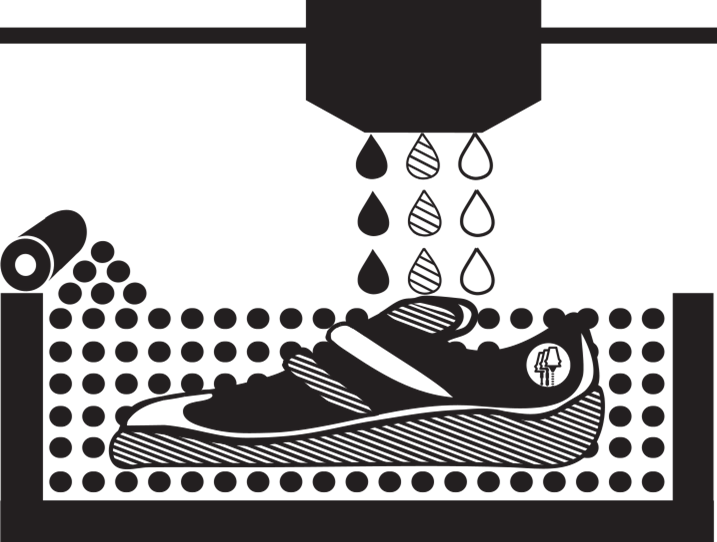
Description:
Liquid binders (organic or inorganic) are selectively printed onto thin layers of powdered material to build up parts layer-by-layer. Some parts may be used in their as-printed “green” state; however, most metal or ceramic parts require furnace sintering to achieve full strength.
Strengths:
- High productivity
- Uses a wide range of materials
- Allows for color printing
Typical Materials:
Powdered Plastic, Metal, Ceramics, Glass, and Sand.
This technology forms a powder bed and glues the powder particles together using precise printing of binders. This process was invented at the university MIT and is known as Binder Jetting.
Alternative Names:
LOM – Laminated Object Manufacture SDL – Selective Deposition Lamination
UAM – Ultrasonic Additive Manufacturing
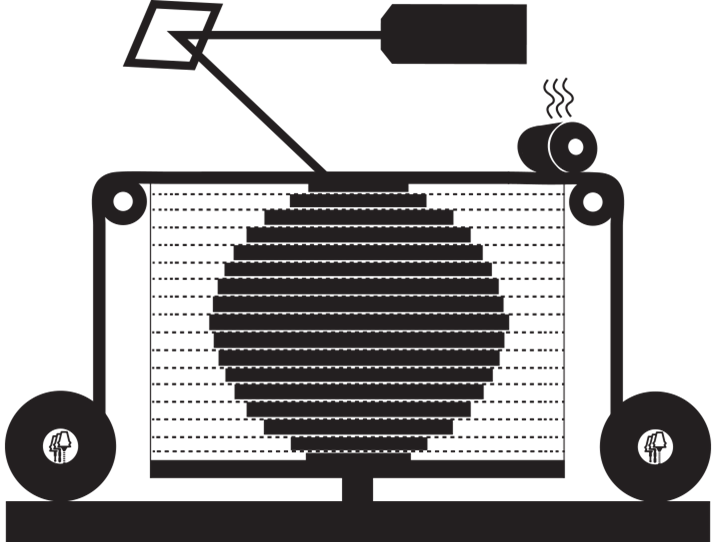
Description:
Sheets of material are stacked and laminated together to form an object. The lamination method can use adhesives/chemistry (paper/ plastics), ultrasonic welding, or brazing (metals). Unneeded regions are cut out layer by layer and removed after the object is built.
Strengths:
- High volumetric build rates
- Relatively low cost (non-metals)
- Allows for solid-state joining of metal foils, including embedding components.
Typical Materials:
Paper, Plastic Sheets, and Metal Foils/Tapes
This technology forms parts by laminating sheets or foils together. It was initially developed using paper laminated together for pattern making and has since expanded to polymers, and metals.
Alternative Names:
SCP™- Smooth Curvatures Printing MJM – Multi-Jet Modeling
Projet™
NPJ – NanoParticle Jetting™*
Description:
Droplets of material are deposited layer-by-layer to make parts. Common varieties include jetting a photocurable resin and curing it with UV light, as well as jetting thermally molten materials that then solidify in ambient temperatures.
Strengths:
- High level of accuracy
- Allows for full color parts
- Enables multiple materials in a single part
Typical Materials:
Photopolymers, Polymers, Waxes; all optionally loaded with fillers
Material Jetting leverages technology originally developed for printing text and images to pattern build material into complex shapes and compositions.
Alternative Names:
FFF – Fused Filament Fabrication
FDM™- Fused Deposition Modeling
APD™ – Augmented Polymer Deposition
ADAM™ – Atomic Diffusion Additive Mfg (requires furnace sintering)
BMD™ – Bound Metal Deposition (requires furnace sintering)
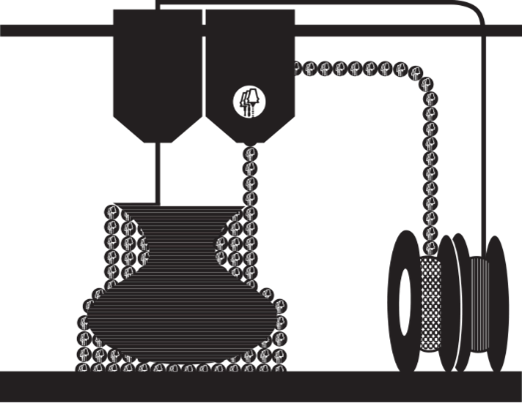
Description:
Material is extruded through a nozzle or orifice in tracks or beads, which are then combined into multi-layer models. Common varieties include heated thermoplastic extrusion (similar to a hot glue gun) and syringe dispensing.
Strengths:
- Inexpensive and economical
- Allows for multiple colors
- Can be used in an office environment
- Parts have good structural properties
Typical Materials:
Thermoplastic Filaments and Pellets (FFF); Liquids, and Slurries (Syringe Types)
Material Extrusion is essentially an automated hot glue gun that makes parts using thermoplastics. It may be the most widely distributed 3D printing technology across the world due to its ease of use.
Alternative Names:
LMD – Laser Metal Deposition
LENS™- Laser Engineered Net Shaping DMD – Direct Metal Deposition
Laser cladding
WAAM – Wire-arc Additive Manufacturing
Description:
Powder or wire is fed into a melt pool which has been generated on the surface of the part where it adheres to the underlying part or layers by using an energy source such as an arc, laser, or electron beam. This is essentially a form of automated build-up welding.
Strengths:
- Not limited by direction or axis
- Effective for repairs and build up
- Multiple materials in a single part
- Highest single-point deposition rates
Typical Materials:
Metal Wire and Powder, with Ceramics and other Fillers
Directed Energy Deposition (DED) is essentially an automated form of welding used to build up 3D shapes.
Alternative Names:
SLA™- Stereolithography Apparatus
DLP™- Digital Light Processing
3SP™- Scan, Spin, and Selectively Photocure
CLIP™ – Continuous Liquid Interface Production
Description:
A vat of liquid photopolymer resin is cured through selective exposure to light (via a laser or projector) which then initiates polymerization and converts the exposed areas to a solid part.
Strengths:
- High level of accuracy and complexity
- Smooth surface finish
- Accommodates large build areas
Typical Materials:
UV-Curable Photopolymer Resins
The first commercialized 3D printing technique uses a chemical reaction to turn liquid resin into solid plastic and is known as Vat Photopolymerization.
Alternative Names:
SLM™- Selective Laser Melting
(a.k.a. SLS™- Selective Laser Sintering)
DMLS™- Direct Metal Laser Solidification (f.k.a. Sintering)
EBM™- Electron Beam Melting
MJF™- Multi Jet Fusion
SHS™- Selective Heat Sintering
Description:
Powdered material is selectively consolidated by melting it together using a heat source such as a laser or electron beam. The powder surrounding the consolidated part acts as support material for overhanging features.
Strengths:
- High level of complexity
- Powder acts as support material
- Wide range of materials
Typical Materials:
Powdered Plastic, Metal, Ceramics, and Sand
One of the most widely adopted AM techniques for industrial production melts powder into parts and was invented at the University of Texas. It is known as Powder Bed Fusion.
Alternative Names:
3DP™- 3D Printing
SPJT™ – Single Pass Jetting
Production System™
Description:
Liquid binders (organic or inorganic) are selectively printed onto thin layers of powdered material to build up parts layer-by-layer. Some parts may be used in their as-printed “green” state; however, most metal or ceramic parts require furnace sintering to achieve full strength.
Strengths:
- High productivity
- Uses a wide range of materials
- Allows for color printing
Typical Materials:
Powdered Plastic, Metal, Ceramics, Glass, and Sand.
This technology forms a powder bed and glues the powder particles together using precise printing of binders. This process was invented at the university MIT and is known as Binder Jetting.
Alternative Names:
LOM – Laminated Object Manufacture SDL – Selective Deposition Lamination
UAM – Ultrasonic Additive Manufacturing
Description:
Sheets of material are stacked and laminated together to form an object. The lamination method can use adhesives/chemistry (paper/ plastics), ultrasonic welding, or brazing (metals). Unneeded regions are cut out layer by layer and removed after the object is built.
Strengths:
- High volumetric build rates
- Relatively low cost (non-metals)
- Allows for solid-state joining of metal foils, including embedding components.
Typical Materials:
Paper, Plastic Sheets, and Metal Foils/Tapes
This technology forms parts by laminating sheets or foils together. It was initially developed using paper laminated together for pattern making and has since expanded to polymers, and metals.
Alternative Names:
SCP™- Smooth Curvatures Printing MJM – Multi-Jet Modeling
Projet™
NPJ – NanoParticle Jetting™*
Description:
Droplets of material are deposited layer-by-layer to make parts. Common varieties include jetting a photocurable resin and curing it with UV light, as well as jetting thermally molten materials that then solidify in ambient temperatures.
Strengths:
- High level of accuracy
- Allows for full color parts
- Enables multiple materials in a single part
Typical Materials:
Photopolymers, Polymers, Waxes; all optionally loaded with fillers
Material Jetting leverages technology originally developed for printing text and images to pattern build material into complex shapes and compositions.
Alternative Names:
FFF – Fused Filament Fabrication
FDM™- Fused Deposition Modeling
APD™ – Augmented Polymer Deposition
ADAM™ – Atomic Diffusion Additive Mfg (requires furnace sintering)
BMD™ – Bound Metal Deposition (requires furnace sintering)
Description:
Material is extruded through a nozzle or orifice in tracks or beads, which are then combined into multi-layer models. Common varieties include heated thermoplastic extrusion (similar to a hot glue gun) and syringe dispensing.
Strengths:
- Inexpensive and economical
- Allows for multiple colors
- Can be used in an office environment
- Parts have good structural properties
Typical Materials:
Thermoplastic Filaments and Pellets (FFF); Liquids, and Slurries (Syringe Types)
Material Extrusion is essentially an automated hot glue gun that makes parts using thermoplastics. It may be the most widely distributed 3D printing technology across the world due to its ease of use.
Alternative Names:
LMD – Laser Metal Deposition
LENS™- Laser Engineered Net Shaping DMD – Direct Metal Deposition
Laser cladding
WAAM – Wire-arc Additive Manufacturing
Description:
Powder or wire is fed into a melt pool which has been generated on the surface of the part where it adheres to the underlying part or layers by using an energy source such as an arc, laser, or electron beam. This is essentially a form of automated build-up welding.
Strengths:
- Not limited by direction or axis
- Effective for repairs and build up
- Multiple materials in a single part
- Highest single-point deposition rates
Typical Materials:
Metal Wire and Powder, with Ceramics and other Fillers
Directed Energy Deposition (DED) is essentially an automated form of welding used to build up 3D shapes.
Images Used with Permission of Hybrid Manufacturing Technologies